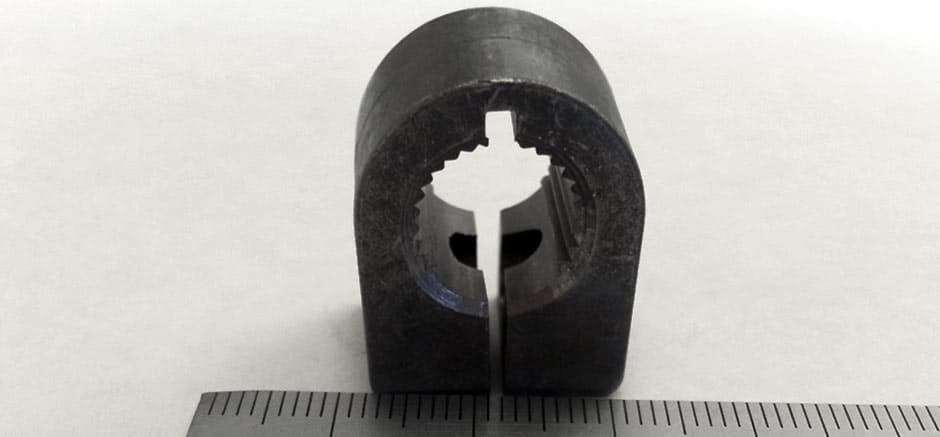
Axial Shaft
This investment cast part helps improve the function of a hydraulic hammer. The axial shaft is preci...

First, an expendable pattern, of the same shape as the intended end part, is made by injecting wax into a metal die. Multiple patterns are assembled on a central wax stick, called a ‘sprue,’ to form a branched gating system.
Next, the entire cluster is repeatedly dipped into a refractory ceramic slurry until the desired strength and thickness is reached. The shell is allowed to dry and harden, after which it is fired in an autoclave to melt out and remove the wax. Molten metal is poured into the assembly to fill all the negative space left by the melted wax, and left to cool down and solidify.
Once cool, the ceramic shell is removed by vibrating and/or breaking it to reveal the metal tree. Lastly, the multiple injector housings are cut off from the central sprue and minor finishing and/or cleaning operations are performed as necessary. Finally, the injector housings packed for delivery to the OEM customer.
Industry: Automotive
O.D.: 1.27"
Length: 2.36"
Material: 304 Stainless Steel
Tolerances: ±0.002"
Processes: Investment Casting, CNC Milling, Precision Grinding, Ultrasonic Washing
Usage: 15,000