Overview
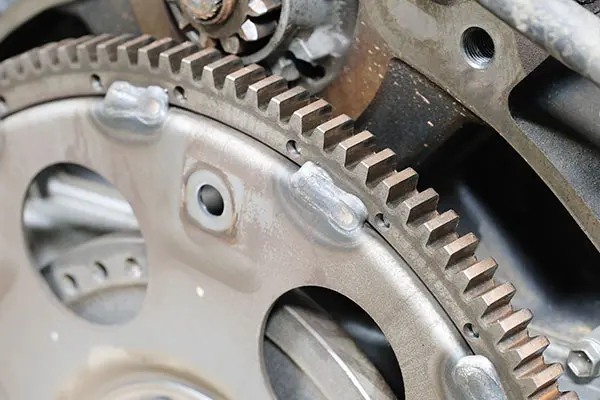
Starter Ring Gear Production
Preparing Raw Ring Gear Material
The raw steel material is rolled from a straight bar into a coiled form. The coiled steel material is then split or cut on a center-line point to separate the coil into individual ring blanks.
Next, the split point is welded together to form a completed ring, with the major diameter larger than the finished size.
Ring Gear Turning & Precision Machining
The starter ring gear blanks are precision machined through a two step process. The first machining process, the inner diameter is manufactured to the required drawing dimension and finish. The second machining process creates the required dimensions for the outer face and diameter.
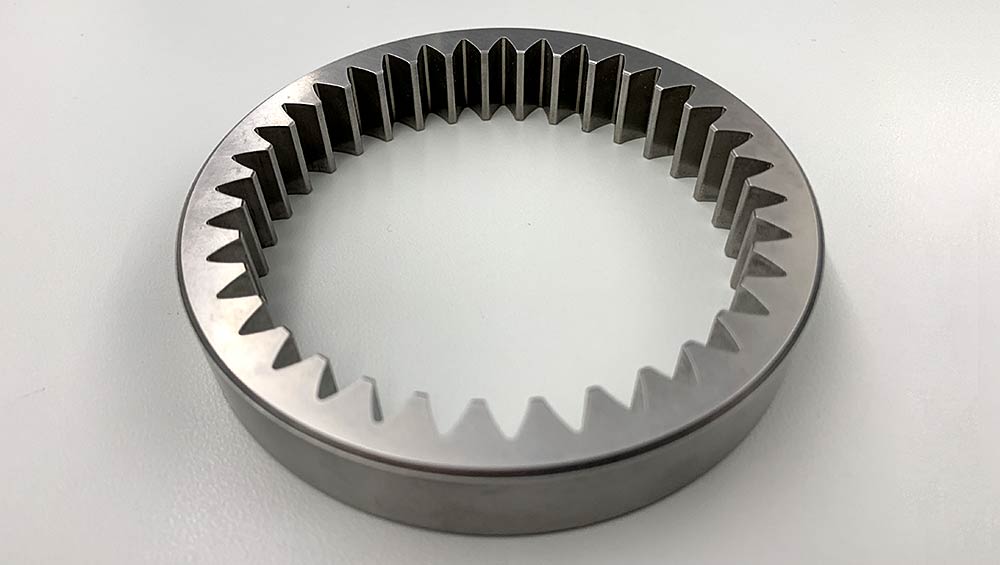
Ring Gear Tooth Hobbing
The next step of the manufacturing process is the tooth hobbing cycle. The hobbing tool cuts the ring gear tooth profile and shape into the outer diameter zone. All customer projects require a hobbing tool specific to their part number. This tooling is maintained for the life of the project.
Teeth Chamfering
After the teeth are formed, the product is ready for the chamfering phase. During this manufacturing phase, the chamfer tool cuts a sharp edge into the side of the ring that meshes with the mating shaft. Chamfering creates an easy mating engagement in this zone, which results in less mating friction for improved functionality.
De-burring
After the ring gear machining, hobbing and chamfer manufacturing phases, the machined parts tend to have small burs and sometimes sharp edges. The deburring machine uses a two step process to remove the burrs – deburring wheel and nylon brush.
Cleaning
After these machining steps, the work pieces are covered in loose material chips, dust and other particles. During the cleaning phase, all foreign substances are removed from the material surface by using a high pressure operation with anti-corrosion oil.
Induction Hardening Treatment
During the induction hardening phase, the parts are heat treated to increase the tooth surface strength.
Cleaning
The last cleaning phase prepares the parts for a final tempering process.
Tempering
At this point of the manufacturing cycle, the material surface has a highly structure – with a high level of internal stresses. Tempering improves the surface toughness and ductility by relieving internal stresses.
Final Product
We currently manufacture over 275 types of starter ring gears for OEM customers throughout the globe. Our starter ring gears range in size for 8″ – 36″.